Kəsmə maşınları tez-tez təbəqə metal emalı sənayesində istifadə olunur. Sadə görünən kəsmə hərəkəti əslində bıçaq boşluğunun tənzimləmə addımlarından müxtəlif materiallar üçün tənzimləmə üsullarına və hətta bıçaqların seçilməsinə qədər bir çox fəndləri ehtiva edir. Kəsmə keyfiyyəti ilə əlaqədar olaraq, aşağıdakılar kəsici bıçağın boşluğunun tənzimlənməsinin müvafiq məzmununu bir çox aspektlərdən ətraflı şəkildə təqdim edəcəkdir.
Bıçaq boşluğunu tənzimləyən əl çarxı: (hidravlik yelləncək şüa kəsmə maşını)

Bıçaq kənarının boşluğunun elektrik tənzimlənməsi (hidravlik gilyotin kəsmə maşını)

Müxtəlif qayçıların bıçağın təmizlənməsi
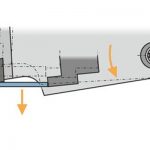
Yelləncək şüa kəsmə maşını, müxtəlif boşqab qalınlığına və materiallarına görə kəsmə üçün yaxşı olan bıçaq boşluğunu tənzimləyə bilən sürətli bıçaq boşluğu tənzimləmə mexanizmi ilə təchiz edilmişdir və istinad seçimi üçün dəqiq parametr cədvəli ilə təchiz olunmuşdur və qənaətbəxş kəsmə əldə edir. ağlabatan bıçaq boşluğu vasitəsilə keyfiyyət. Alət postu fırlandıqca yelləncək şüa qayçılarının kəsmə bucağı və kəsmə boşluğu dəyişəcək.
Üç nöqtəli rulonların bələdçisini qəbul edin, papilionaz yay tərəfindən ön diyircəyin qüvvəsi ilə kəsici şüa iki arxa çarxla sıx əlaqə saxlayır. Kəsmə zamanı sistem daha yaxşı kəsmə keyfiyyəti əldə etmək üçün müxtəlif təbəqələrin ehtiyaclarına uyğun olaraq bıçaq kənarı boşluğunu elektriklə tənzimləyəcək.

Bıçaq boşluğunun tənzimlənməsindəki fərq
Yelləncək şüa kəsmə maşını bıçaq boşluğunu əl ilə tənzimləmək funksiyasına malikdir, sadəcə sapı çevirin. Gilyotin qayçıları, bıçaq boşluğunun elektriklə tənzimlənməsi funksiyasına malikdir, bu, sistem vasitəsilə daha rahat və dəqiq şəkildə tənzimlənə bilər, bu da daha yaxşı kəsmə keyfiyyəti əldə etmək üçün faydalıdır.

| Bıçaq boşluğunun tənzimlənməsi addımları |
| 1. Aşağı bıçağı çıxarın və hissə-hissə təmizləyin |
| 2. Bıçaq dörd tərəfdən istifadə edilə bilər və seçilmiş bir tərəf sıx şəkildə quraşdırılmışdır. Və bıçağın düzlüyünü üfüqi və şaquli istiqamətdə yoxlayın. |
| 3. Üst bıçaq sabitdir və onu tənzimləmək mümkün deyil. Aşağı bıçağı tənzimləyərək kəsmə bıçağının boşluğunu tənzimləyirik. |
| 4. Boşluğu artırmaq üçün aşağı bıçağın sol və sağ vintlərini tapın, ümumiyyətlə ən kənar tərəfdə. |
| 5. Boşluğu daraltmaq üçün alt bıçağı itələyən alt bıçağın solunda və sağında iki dəst vintini tapın. Onların üzərində kilidlənmiş ehtiyat qoz-fındıqları var. Ümumiyyətlə, içəridə. |
| 6. Aşağı bıçaq masasının sol və sağ dörd boltu gevşetin |
| 7. Yuxarı bıçaq əl ilə döndərməklə lazımi vəziyyətə endirilir və operator tənzimləməyə başlamaq üçün qırxma maşınının boşluq sahəsinə gedir. |
| 8. Sol əlin yuxarı və aşağı bıçaqlarının boş hissəsindən təqribən 0,5 mm-ə qədər tənzimləmək üçün ölçmə cihazından istifadə edin. |
| 9. Əllə döndərmə bıçağı orta mövqeyə qədər irəliləyir və təxminən 0,5 mm-ə uyğunlaşdırır. |
| 10. Əllə döndərmə bıçağı yuxarı və aşağı bıçaqların ayrılmadığı sağ mövqeyə doğru irəliləyir. Orta mövqe təxminən 0,5 mm-ə düzəldilir. |
| 11. Üst bıçağı əl ilə lazımi vəziyyətə çevirin və incə tənzimləməyə başlayın. |
| 12. Sol əlin yuxarı və aşağı bıçaqlarının dişləmədiyi yeri dəqiq tənzimləmək üçün ölçmə cihazından istifadə edin ki, sensorun üç teli beş naqilin içinə girsin. |
| 13. Bıçağı əl ilə orta vəziyyətə çevirin və ölçmə cihazı üç naqil daxil olana və beş naqil daxil ola bilməyənə qədər incə tənzimləməyə başlayın. |
| 14. Bıçağı əl ilə yuxarı və aşağı bıçaqların sağ tərəfdə sökülmədiyi vəziyyətə qədər çevirin və ölçmə cihazı üç naqil daxil olana və beş naqil daxil ola bilməyənə qədər incə tənzimləməyə başlayın. |
| 15. Kəsmə maşınının kəsici kənarı kəskin olduqda, kəsilmiş təbəqənin kənarında buruqlar varsa, yuxarı və aşağı bıçaqlar arasındakı boşluq müvafiq olaraq azaldıla bilər. |
Ümumi problemlər və bıçaq tənzimləmə bacarıqları
Ən çox rast gəlinən metal lövhələr bunlardır:
1. 13 mm-dən çox qalın lövhələr.
2. 0,2~4 mm nazik boşqab.
3. Çiçək lövhəsi.
4. Yüksək gərginlikli boşqab (adətən avtomobil təbəqələrində istifadə olunur).
5. Titan boşqab
Ən çox rast gəlinən bıçaq problemi qırılma və ya alətin əyilməsidir. Bu problemlərə cavab olaraq, ilk növbədə yuxarı və aşağı bıçaqlar arasındakı boşluğu müəyyən etməliyik.
Bıçaqların tənzimləmə bacarıqları
Bıçağı tənzimləyərkən, boşluğu boşqabın qalınlığından təxminən 2 ~ 3 mm qalınlığında təyin etməlisiniz. Yəni 5 mm qalınlığında boşqab kəsmək istədiyiniz zaman 7 mm və ya 8 mm-dən tənzimləməyə başlamalı və kəsdiyiniz zaman onu yavaş-yavaş tənzimləməlisiniz. Ən yaxşı kəsmə effektinə nail olan 3 tutqun səth. Təfərrüatlar aşağıdakılardır:


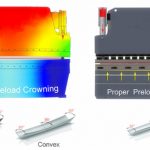
Naxış lövhəsini kəsərkən boşluq təyini çətin olur və o, lövhənin qalınlığından birbaşa istifadə etmək əvəzinə, naxış lövhəsinin ən qabarıq nöqtəsindən hesablanmış ən qalın qalınlığa uyğun tənzimlənməlidir. Həmçinin naxışın qabarıq tərəfinin üzü aşağı kəsilməsi alətin ömrünü uzada bilər.
Bundan əlavə, xüsusilə paslanmayan poladdan kəsilərkən, plitənin materialı nəzərə alınmalıdır. Kəsmə aləti kəskin, aşınmaya davamlı və sərt olmalıdır. Buna görə də, hidravlik kəsmə maşınının bıçağı müzakirə edilməlidir. Bıçaq kənarının bucağı və digər görünüş dizaynı və istehsal dəqiqliyinə əlavə olaraq, seçilmiş material alətin keyfiyyətinə təsir edən əsas amildir.
Əlaqədar məhsullar
 Gilyotin kəsmə maşını ilə yelləncək şüa kəsmə maşını arasındakı fərq
Gilyotin kəsmə maşını ilə yelləncək şüa kəsmə maşını arasındakı fərq- CNC Levha Əyləcinin İstismar və Baxımı
- Gilyotin kəsmə maşınını necə idarə etmək olar
- Kombinə edilmiş zımbalama və kəsmə maşınının tətbiqi
- QC12 Gilyotin Kəsmə Hidravlik Metal Levha Kəsmə Maşını
- Hidravlik kəsmə maşınının ümumi nasazlıqlarının təmiri və yağ dövrə sisteminə texniki qulluq
- Dörd sütunlu hidravlik pres üçün ümumi nasazlıqlar və problemlərin aradan qaldırılması metodu
- Hidravlik Gilyotin Levha Plitəsi Paslanmayan poladdan kəsmə maşını
- CNC Levha Bükücü üçün əyilmə kompensasiyasını necə etmək olar
- QC11Y Hidravlik Gilyotin Kəsmə Maşını