CNC hidravlik pres əyləc maşınının üstünlüyü

1. Asan Əməliyyat
CNC pres əyləcini idarə etmək çox asandır və daha az əmək tələb edən maşındır. Beləliklə, operator eyni vaxtda bir çox maşını idarə edə bilər. Bu maşınlar operatorun toxunuşu, hissi və səsi ilə sadəcə idarə oluna bilər. Bundan əlavə, onlar çox istifadəçi dostudur və yüksək güclü nəzarət sisteminə malikdirlər.
2. Çevik Proqramlaşdırma
CNC pres əyləcinin çevik proqramlaşdırılması operatora maşını sadə ingiliscə və ya hər hansı digər uyğun dildə idarə etməyə imkan verir.

İcra edilə bilən müxtəlif növ əməliyyatlar menyuda seçimlər kimi də mövcuddur. Tələb olunan əməliyyat seçildikdən sonra ekranda dövriyyə müddətləri, materiallar, təzyiqlər və istehsal prosesi ilə bağlı digər elementlərlə bağlı sualların başqa siyahısı görünür. Operator cavabları maşına daxil etdikdən sonra müvafiq tapşırığa başlamazdan əvvəl qiymətlər təsdiq üçün ekranda göstərilir.
3. Müasir Dizayn
CNC pres əyləci operatora əyilmələrin ardıcıllığını asanlıqla təşkil etməyə imkan verən müasir dizaynı özündə birləşdirir. O, həmçinin operatora tələb olunan məhsulu tez bir zamanda istehsal etməyə kömək edir. Üstəlik, xüsusi əyilmə dərəcəsi yaratmaq üçün operator artıq tələb olunan təzyiq miqdarını hesablamağa məcbur deyil. Hətta flanşın uzunluğu, materialın növü, qalınlığın miqdarı və əyilmə dərəcəsi kimi digər amillər də birbaşa CNC idarəetmə blokuna daxil edilə bilər. İstehsal ediləcək hissəyə həm 2D, həm də 3D hazır versiyada baxmaq olar. Bundan əlavə, birinci hissə maşında və ya oflayn kompüter vasitəsilə proqramlaşdırıldıqdan sonra, daha az bacarıqlı bir operator da sonrakı hissələri asanlıqla istehsal edə bilər.

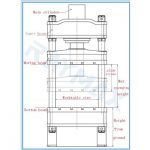
4. Hər iki tərəfdə “C” lövhələrində iki xətti tərəzi quraşdırılmışdır.
İş zamanı əyilmə ionunun təsirini aradan qaldırmaq üçün onu iş masasına düzəldirik. Xətti miqyas ramın hər iki son mövqeyini (Y1, Y2) yoxlayacaq və siqnal göndərəcək. CNC gücləndiricisi tərəfindən gücləndirildikdən sonra siqnal kompüterə qaytarılacaq. Sonra kompüter silindrlərə daxil olan yağın həcmini idarə edəcək. Beləliklə, ram və iş masasının paralelliyi ±0,01 mm altında idarə edilə bilər.
5. Çox yönlülük: Elektron şassi/mötərizələr kimi mürəkkəb hissələr də daxil olmaqla istənilən qalınlığı və material növünü (tormozların fiziki məhdudiyyətləri daxilində) bükün.
6. DELEM sistemi avtomatik sınaq və özünü diaqnostika funksiyalarına malikdir. Həmçinin, Proqramlaşdırma əyilmək üçün boşqab ölçülərini, iş parçasının ölçülərini və alətlərin seçilməsini əhatə edir. Sonra CNC sistemi əyilmə gücünü və arxa ölçmə və qoçun mövqeyini avtomatik hesablaya bilər. Həmçinin qoçun nüfuz etmə və basma vaxtı relesini hesablamaq olar. Mükəmməl keyfiyyətli elektro-hidravlik mütənasib klapan hər iki silindrin sinxronizasiyasını və eksantrik yükü idarə etmək üçün yaxşı tutumu təmin edə bilər.

7. Arxa ölçü cihazı yuvarlanan top vintini və yuvarlanan bələdçi yolunu qəbul edir, beləliklə X oxunun təkrar yerləşdirmə dəqiqliyi ±0,1 mm-ə çata bilər. Tam maşın operatoru yaralananlardan qorumaq üçün təhlükəsizlik qoruyucusu və bloklayıcı ilə təchiz edilmişdir.
8. Silindrlər, porşen çubuğu, bələdçi yol kimi əsas sürüşmə hissələrinin hamısı aşınmaya davamlıdır.
9. CNC sistemi CNC hidravlik pres əyləc maşınının vuruşunu və arxa ölçünün hamısını yaxşı dəqiqliklə idarə edəcək.
CNC Hidravlik Pres Əyləc maşınının dezavantajı
1. Materialla işləmək: Böyük təbəqələrin materialla işləməsində çətinlik
2. Alətlər: Aşağı və yuxarı alətlər tələb olunur
3. Flanşın uzunluğu flanş ölçüsünü məhdudlaşdırmaqla bütün əyilmə əməliyyatı zamanı kalıp boyunca uzanmalıdır
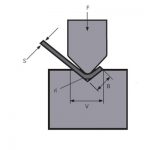
4. Geri yay: Bükülmənin sonunda, Şəkil 1-də göstərildiyi kimi, elastik deformasiyanın bərpası ilə əlaqədar geri yay baş verir. Qaytarma hadisəsi iş parçasının ölçü dəqiqliyinə birbaşa təsir göstərir və ona nəzarət edilməlidir. Bununla bağlı görülən proses tədbirləri bunlardır: ① Bucaq kompensasiyası üsulu. 90 ° iş parçası əyilmə bucağı varsa, slot altında əyilmə maşın (V-formalı) açılış bucağı 78 ° seçilə bilər.

Şəkil 1
Təzyiq müddəti korreksiya üsulu ilə artırılır. Bükmə maşınının yuxarı kalıbının, iş parçasının və aşağı yivinin təmas müddətini uzatmaq üçün əyilmə sonunda təzyiq korreksiyasını həyata keçirin ki, alt yivin filetosunda plastik deformasiya dərəcəsini artırın, beləliklə liflərin geri dönmə meyli gərginlik və sıxılma zonasında bir-birinə zidd olaraq, bununla da geri dönüş bombasını azaldır.
Əlaqədar məhsullar
 CNC Pres Əyləc Bükmə Maşının İş Prinsipi və Tərkibi
CNC Pres Əyləc Bükmə Maşının İş Prinsipi və Tərkibi- WILA Bükülən Orta və Qalın Plitələrin Effektiv Həlli
- Hidravlik pres əyləc maşınının tonunu necə seçmək olar
- Ən yaxşı 10 Çin Power Press İstehsalçıları
- Uyğun CNC Hidravlik Pres Əyləc Maşını Necə Seçmək olar
- CNC Levha Bükücü E21 Sistemini bilmək üçün 4 addım
- Press Brake Crowning nədir
- Gilyotin kəsmə maşınını necə idarə etmək olar
- Hidravlik Güc Pres Maşınına texniki qulluq
- Hidravlik Güclü Pres Maşının Təhlükəsiz İstismar Qaydaları