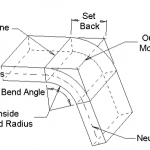
Materialınızı tam istədiyiniz yerdə, işin tələb etdiyi dəqiq bucaq altında əymək üçün qurulmuş Əyləcinizə sahibsiniz. Formalaşmanız formadadır, nömrələriniz qırılıb və etibarlı Press Brake sadəcə öz işini gözləyir.

Ancaq asanlıqla gözdən qaçan bir vacib şey var və onun necə işlədiyini başa düşmək və daha da vacibi onu necə qurmaq vacibdir. Əlbəttə ki, taclanma prosesindən danışırıq.
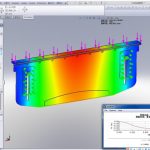
Uzun və ya böyük hissələr əyildikdə, taclandırma oynamağa gəlir, bu, daha uzun, daha ağır Pres Əyləclərdə və güc şkalasının yuxarı ucunda olanlarda da faydalı ola bilər. Bir əyilmə yaratmaq üçün yük tətbiq edildikdə, bir dərəcədə əyilmə meydana gəlir. Bu, deformasiyaya səbəb olur və bu o deməkdir ki, əgər tirin uclarındakı servo-hidravlik sistem və porşenlər sayəsində əyilməyiniz uclarda dəqiqdirsə, həmişə iş parçanızın mərkəzinə yaxın olmaya bilər.
Bu, operator xətası və ya Press Brake ilə bağlı problem deyil; bu daha çox materialşünaslığın və fizikanın sadə faktıdır. Bu fenomen üçün kompensasiya prosesi, bir sözlə, taclanır.
İş parçasının bütün uzunluğu boyunca ardıcıl əyilməni təmin etmək üçün taclandırma sistemi vacibdir, o, ya Pres Əyləcinin şüasında, həm masanın özündə, həm də hər ikisində ola bilər. O, şüanızın mərkəzindəki bucaqların uclarındakı bucaqlara uyğun olmasını təmin edir və tam olaraq kompensasiya lazım olduğu yerdə həmin əyriliyi kompensasiya edir. Hidravlik taclama bugünkü Press Brakes-də qurulmağa meyllidir; Alət təchizatçısı və ya Press Brake istehsalçısı tərəfindən əlavə olaraq təklif edilə bilən CNC paz tipli sistemlər də var.
1. Hidravlik qışqırma
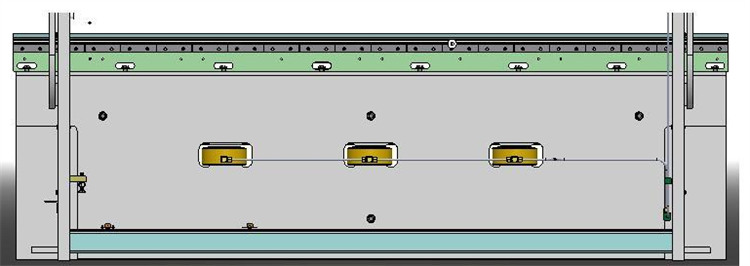
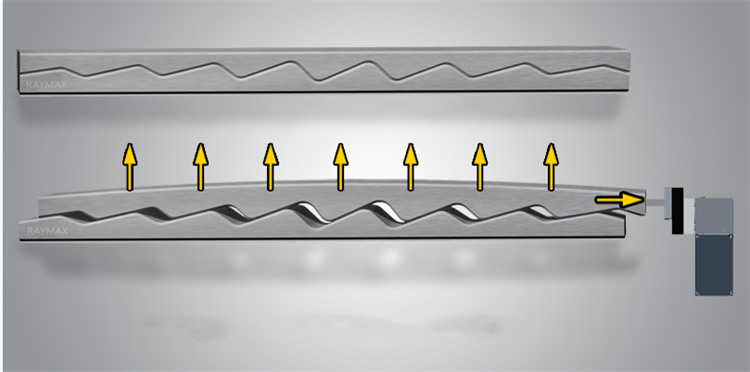
Pres əyləc çərçivəsinə əlavə olaraq, iki tərəfdən iki hidravlik silindr quraşdırmaq üçün maşının ortasına başqa bir iki köməkçi hidravlik silindr quraşdırın. Aşağı enərkən, köməkçi silindr maye yağla doldurulur və aşağıya doğru enir. Bükülmə prosesi zamanı hidravlik yağ köməkçi silindrə daxil olur ki, sürüşmə kompensasiya üçün aşağıya doğru əyilmə yaradır.
Köməkçi hidravlik silindri iş masasının aşağı hissəsinə quraşdırın. Bükülmə prosesi zamanı o, avtomatik taclama sistemini təşkil edən iş masasında yuxarıya doğru bir qüvvə yaradır.
Təzyiq kompensasiyası cihazı bir neçə kiçik yağ silindrindən ibarətdir. yağ silindrindən, ana platadan, köməkçi boşqabdan və pin milindən və kompensasiya silindrindən ibarət iş masasına yerləşdirilir və mütənasib relief valve ilə təzyiq kompensasiyası sistemi qurulur.
İşləyən zaman. köməkçi lövhə yağ silindrini dəstəkləyir, yağ silindri anakartı yuxarıda saxlayır. sadəcə sürgü və iş masasının deformasiyasını aradan qaldırır. Qabarıq cihaz ədədi idarəetmə sistemi ilə idarə olunur, beləliklə, müxtəlif təbəqə materiallarını əyərkən əvvəlcədən yüklənməni plitənin qalınlığına, kalıbın açılmasına və materialın dartılma gücünə görə təyin etmək olar.
Hidravlik tacın üstünlüyü ondan ibarətdir ki, o, böyük kompensasiya çevikliyi ilə davamlı dəyişən deformasiya üçün əyilmə kompensasiyasını həyata keçirə bilər, lakin mürəkkəb quruluşun və nisbətən yüksək qiymətin bəzi mənfi cəhətləri var.

2. Mexanik taclama
Mexanik taclama, ümumiyyətlə üçbucaqlı əyri paz quruluşundan istifadə edilən bir növ yeni əyilmə kompensasiyası üsuludur.
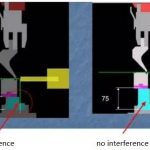
Prinsip ondan ibarətdir ki, bucaqlı iki üçbucaqlı paz bloku, yuxarı paz i x istiqamətində sabitlənir. yalnız y istiqamətində hərəkət edə bilər. Paz x-istiqaməti boyunca məsafəni hərəkət etdirdikdə, yuxarı paz aşağı paz qüvvəsi altında h məsafəsinə qədər irəliləyir. mexaniki taclama prinsipi budur.
Mövcud mexaniki kompensasiya strukturu ilə əlaqədar. iki dayaq lövhəsi tam uzunluqda iş masasına yerləşdirilir, yuxarı və aşağı lövhələr disk yay və botlar vasitəsilə birləşdirilir. Yuxarı və aşağı plitələr nisbətən hərəkət edən, formalaşan və qabarıq mövqe üçün ideal əyri halına gətirmək üçün motor sürücüsü vasitəsilə müxtəlif yamacları olan bir sıra əyri takozlardan ibarətdir.

Əlaqədar məhsullar
 Hidravlik pres əyləc maşınının tonunu necə seçmək olar
Hidravlik pres əyləc maşınının tonunu necə seçmək olar- Press əyləciniz üçün əyilmə ehtiyatını necə hesablamaq olar
- Nə üçün Pres Əyləc Bükmə Maşına Kompensasiya Sistemi əlavə edin
- Kanton Sərgisi
- Çin 40 Tonluq Pres Əyləci
- Hidravlik Güclü Pres Maşının Təhlükəsiz İstismar Qaydaları
- Ən yaxşı 10 Çin Power Press İstehsalçıları
- Pres əyləc kalıpları nədən hazırlanır? Press əyləc aləti nədir?
- Pres Əyləc Bükmə Maşının Uyğun Kalıbını Necə Seçmək olar
- Adi Bükülmə Ardıcıllığı və Bükmə Maşın Kalıbının Gündəlik İstifadəsi Spesifikasiyası