Pres tormoz zımbası/pilləsi yuxarı və aşağı qəliblərə bölünür, bunlar təbəqə metal ştamplama üçün qəliblərin formalaşdırılması və ayrılması üçün istifadə olunur. Formalaşdırmaq üçün qəlibdə boşluq var və ayırmaq üçün qəlibdə kəsici kənar var. Pres əyləc maşınının zımbası/pilləsi iş parçasının dəqiqliyinə böyük təsir göstərir. Bükülmə prosesində iş parçası ilə təmasda olan hər şey qəlibdir.
Bükmə maşınının/pres əyləcinin pres əyləc kalıpları L-formalı, R-formalı, U-formalı, Z-formalı və s. Üst kalıp əsasən 90 dərəcə, 88 dərəcə, 45 dərəcə, 30 dərəcə, 20 dərəcə, 15 dərəcə və s bucaq. Aşağı qəlibdə 4~18V qoşa yiv və müxtəlif yiv genişliklərinə malik tək yiv, həmçinin R aşağı qəlib, kəskin bucaq alt qəlib, yastılama qəlibi və s.

Ultra yüksək dəqiqlik
Bükülmə prosesi zamanı iş parçasının dəqiqliyinə böyük təsir göstərmək üçün kalıbın dəqiqliyi üçün çox vacibdir. İstifadədən əvvəl kalıbın aşınması yoxlanılmalıdır. Yoxlama üsulu, yuxarı qəlibin ön ucundan çiyinə qədər olan uzunluğu və aşağı kalıbın çiyni arasındakı uzunluğu ölçməkdən ibarətdir. Adi qəliblər üçün hər metrə düşən sapma təxminən ±0,0083 mm, ümumi uzunluq sapması isə ±0,127 mm-dən çox olmamalıdır. Dəqiq üyüdmə qəlibinə gəldikdə, hər metrə görə dəqiqlik ±0,0033 mm, ümumi dəqiqlik isə ±0,0508 mm-dən çox olmamalıdır. Ümumiyyətlə, elektro-hidravlik əyilmə maşınları və ya burulma şaftının əyilmə maşınları üçün incə üyüdücü qəliblərdən və əl ilə əyilmə maşınları üçün adi qəliblərdən istifadə etmək tövsiyə olunur.
Aşağıdakı kimi CNC pres əyləc maşınının alət bölməsi:

Avtomatik sabit quraşdırma
Sürgü yuxarı ölü nöqtəyə qalxdıqda yuxarı kalıp quraşdırılır və qəlib sıxma sistemi sıxma təzyiqi tətbiq olunana qədər çoxlu qəlibləri yerində saxlaya bilir.
Hidravlik sıxma sistemi
Hidravlik sıxma sistemi ən təsirli sıxma üsuludur. Həm yeni, həm də köhnə maşınlar vaxta və xərclərə qənaət edərək bu sıxma sistemindən istifadə edə bilər. Köhnə əyilmə maşınının daşıyıcı səthi zədələnirsə, hidravlik sıxma sistemi zədələri aradan qaldırmaq üçün ən yaxşı seçim olacaq, eyni zamanda sıxma və quraşdırmanın səmərəliliyini artıracaqdır.

Avtomatik olaraq yerə sıxın
Sıxma təzyiqi tətbiq edildikdə, üst kalıp yuxarı çəkilir və avtomatik olaraq yerinə sıxılır. Bu, əyilmə prosesi zamanı üst qəlibin kalıbın dibinə sıxılması ehtiyacını aradan qaldırır.
Zərbə/ölüm seçimi
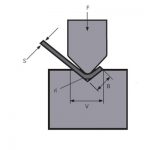
Əvvəlcə əyiləcək təbəqənin qalınlığını təyin edin. Məsələn, qalınlığı 0,75 mm-dən 6,30 mm-ə qədər olan lövhələri əymək istəyirsiniz. Sonra minimum tələb olunan V-die ölçüsünü hesablamaq üçün ən nazik təbəqənin qalınlığını 8-ə vurun. Bu misalda 0,75 mm boşqab tələb olunan minimum qəlibdir, ona görə də 0,75×8=6. Üçüncüsü, tələb olunan maksimum V formalı kalıp ölçüsünü qiymətləndirmək üçün ən qalın təbəqənin qalınlığını 8-ə vurun.
8 dəfə prinsipi
Yəni V formalı qəlibin açılışı təbəqənin qalınlığından 8 dəfə çox olmalıdır. Ən yaxın kalıbı seçmək üçün təbəqənin qalınlığını 8-ə vurun. Məsələn, 1,5 mm qalınlığında bir boşqab üçün 12 mm qəlib tələb olunur (1,5 × 8 = 12 mm). 3,0 mm boşqabdırsa, 24,0 mm qəlib tələb olunur. (3,0×8=24,0). Bu nisbət ən yaxşı bucaq seçimini təmin edə bilər, buna görə də bir çox insanlar onu "ən yaxşı seçim" adlandırırlar. Nəşr edilmiş əyilmə cədvəllərinin əksəriyyəti də bu düsturun mərkəzindədir.
Model seçimi qaydaları
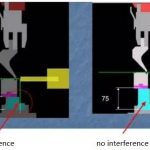
L-formalı iş parçalarını əymək üçün seçim qaydası heç bir qaydanın olmamasıdır, demək olar ki, hər hansı bir üst kalıp istifadə edilə bilər. Beləliklə, bir qrup iş parçası üçün yuxarı qəlibləri seçərkən, L formalı iş parçaları sonuncu hesab edilə bilər, çünki demək olar ki, hər hansı bir üst qəlib onları əymək qabiliyyətinə malikdir. Bu L formalı iş parçalarını əyərkən, digər iş parçalarını da bükə bilən yuxarı qəliblərdən istifadə etmək tövsiyə olunur. Kalıpları alarkən nə qədər az olsa, bir o qədər yaxşıdır. Bu, təkcə qəlib xərclərini minimuma endirmək deyil, həm də tələb olunan qəlib formalarının sayını azaltmaq və quraşdırma vaxtını azaltmaq üçündür.


İş parçasının yuxarı hissəsi aşağı hissədən daha uzun olduqda, bir qaz boyunlu bir kalıp tələb olunur. İş parçasının yuxarı hissəsi aşağı hissədən qısa olduqda, hər hansı bir üst kalıp yaxşıdır. İş parçasının yuxarı hissəsi və aşağı hissəsi eyni uzunluqda olduqda, kəskin bucaqlı üst kalıp tələb olunur. Xülasə, yuxarı kalıp seçimi qaydası, əsasən, əyilmə simulyasiya proqramının mühüm rol oynaya biləcəyi iş parçasının müdaxiləsindən asılıdır. İstifadə olunan sistem əyilmə vəziyyətini simulyasiya edə bilmirsə, aşağıdakı şəkildə göstərildiyi kimi yuxarı qəlib iş parçasının müdaxiləsini əl ilə yoxlamaq üçün grid fonu ilə rəsmdən istifadə edə bilərsiniz.


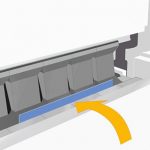
Girinti kalıbı yoxdur
Demək olar ki, bütün tipik V formalı əyilmə maşını qəlibləri iş parçasında bəzi izlər buraxacaq, bunun səbəbi əyilmə zamanı metalın qəlibə sıxılmasıdır. Əksər hallarda işarələr kiçik və ya məqbuldur. Radiusun artırılması işarələri azalda bilər. Ancaq bəzən hətta ən kiçik işarələr də qəbuledilməzdir, məsələn, əyilmədən əvvəl boyalı və ya cilalanmış plitələr. Aşağıdakı şəkildə göstərildiyi kimi girintiləri aradan qaldırmaq üçün neylon əlavələrdən istifadə edilə bilər. Girintisiz əyilmə xüsusilə istehsal edilmiş təyyarə və ya aerokosmik hissələri üçün vacibdir, çünki müfəttişlər üçün hissəni çılpaq gözlə yoxlamaq və cızıqları və çatları ayırmaq çətindir.

Əlaqədar məhsullar
 Hidravlik pres əyləc maşınının tonunu necə seçmək olar
Hidravlik pres əyləc maşınının tonunu necə seçmək olar- WILA Bükülən Orta və Qalın Plitələrin Effektiv Həlli
- CNC Bükmə Maşının Bacarıqlarından istifadə edin
- Adi Bükülmə Ardıcıllığı və Bükmə Maşın Kalıbının Gündəlik İstifadəsi Spesifikasiyası
- Levha Bükmə Maşının Sərbəst Bükülmə zamanı əyilmə gücünün hesablanması
- Pres əyləc kalıpları nədən hazırlanır? Press əyləc aləti nədir?
- Hidravlik pres əyləcinin neçə növü var
- Nə üçün Pres Əyləc Bükmə Maşına Kompensasiya Sistemi əlavə edin
- Press Brake Crowning nədir
- Press əyləciniz üçün əyilmə ehtiyatını necə hesablamaq olar