Adi əyilmə ardıcıllığı
1. Qısa tərəfi birinci və uzun tərəfi: Ümumiyyətlə, bütün dörd tərəf əyildikdə, əvvəlcə qısa tərəfi, sonra isə uzun tərəfi qatlamaq iş parçasının işlənməsi və əyilmə qəlibinin yığılması üçün faydalıdır.
2. Əvvəlcə periferik, sonra isə orta: Normal şəraitdə o, adətən iş parçasının periferiyasından başlayır və iş parçasının mərkəzinə doğru bükülür.
3. Əvvəlcə qismən, sonra bütöv: İş parçasının içərisində və ya xaricində digər əyilmə strukturlarından fərqli olan bəzi strukturlar varsa, ümumiyyətlə bu strukturlar əvvəlcə əyilir, sonra digər hissələr.
4. Müdaxilə vəziyyətini nəzərdən keçirin və əyilmə ardıcıllığını əsaslı şəkildə təşkil edin: əyilmə ardıcıllığı statik deyil və emal ardıcıllığı əyilmə formasına və ya iş parçasındakı maneələrə uyğun olaraq uyğun şəkildə tənzimlənməlidir.

Bükmə maşını qəlibinin gündəlik istifadə spesifikasiyası
1. Pres əyləci bükmə maşınının gücünü yandırın, açar açarı çevirin, işə salmaq üçün yağ nasosunu basın, əyilmə maşınının yağ nasosu fırlanmağa başlayır və maşın hələ işə başlamamışdır.
2. Vuruşun tənzimlənməsi əyilmə maşınının qəlibi rəsmi işə salındıqda sınaq işini tələb edir. Bükmə maşınının yuxarı matrisası aşağıya endikdə, boşqab qalınlığında bir boşluq olmalıdır. Əks halda qəlibə və maşına zərər verər. Vuruş tənzimlənməsində həmçinin elektrik sürətli tənzimləmə və əl ilə incə tənzimləmə var.
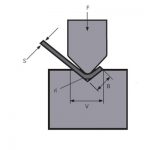
3. Bükmə maşınının kalıbının çentikinin seçilməsi üçün, ümumiyyətlə, boşqab qalınlığının eni 8 dəfə olan bir çentik seçilir. 4 mm təbəqəni bükürsəniz, təxminən 32 yuva seçməlisiniz.

4. Bükmə maşınının yuxarı və aşağı qəliblərinin üst-üstə düşməsini və möhkəmliyini yoxlamaq; yerləşdirmə cihazlarının emal olunan tələblərə cavab verib-vermədiyini yoxlayın. Üst və alt qəliblərin üst-üstə düşməsini tez-tez yoxlayın; manometrin göstərişlərinin qaydalara uyğun olub-olmaması.
5. Vərəq əyildikdə, bükülmə zamanı təbəqənin qaldırılmaması və operatora zərər verməməsi üçün sıxılmalıdır.
6. Levha metal kalıpını tənzimləyərkən enerji təchizatı kəsilməli və əməliyyat dayandırılmalıdır.
7. Dəyişən əyilmə maşınının alt qəlibinin açılışını dəyişdirərkən, heç bir materialın alt kalıpla təmasda olmasına icazə verilmir.
8. Dəzgahın zədələnməsinin qarşısını almaq üçün həddindən artıq qalın dəmir lövhələri və ya bərkimiş polad boşqabları, yüksək keyfiyyətli ərintisi olan poladları, kvadrat poladları və təbəqə metal bükmə maşınının məhsuldarlığından artıq olan təbəqələri əymək üçün əyilmə dəzgahlarından istifadə etmək qadağandır. .
9. Bükmə maşını söndürün və yuxarı sürüşmə plitəsini taxta blokların üzərinə endirmək üçün hər iki tərəfdən silindrlərin altındakı alt qəliblərə taxta bloklar qoyun. Əvvəlcə idarəetmə sistemi proqramından çıxın, sonra enerji təchizatını kəsin.

Əlaqədar məhsullar
 Hidravlik Güclü Pres Maşının Təhlükəsiz İstismar Qaydaları
Hidravlik Güclü Pres Maşının Təhlükəsiz İstismar Qaydaları- Pres Əyləc Bükmə Maşının Uyğun Kalıbını Necə Seçmək olar
- CNC Bükmə Maşının Bacarıqlarından istifadə edin
- WILA Bükülən Orta və Qalın Plitələrin Effektiv Həlli
- Hidravlik pres əyləc maşınının tonunu necə seçmək olar
- Dörd sütunlu hidravlik pres üçün ümumi nasazlıqlar və problemlərin aradan qaldırılması metodu
- Hidravlik kəsmə maşınının ümumi nasazlıqlarının təmiri və yağ dövrə sisteminə texniki qulluq
- Nə üçün Pres Əyləc Bükmə Maşına Kompensasiya Sistemi əlavə edin
- Press Brake Crowning nədir
- Press əyləciniz üçün əyilmə ehtiyatını necə hesablamaq olar