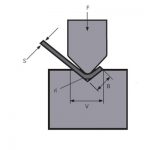
Pres əyləc bükmə maşını əsasən plitənin düz xətt əyilməsini həyata keçirir. Sadə qəliblərdən və texnoloji avadanlıqlardan istifadə etməklə, metal təbəqəni müəyyən həndəsi formada sıxmaq olar, həmçinin o, büzməli, zımbalı, zımbalı və presləyərək emal edilə bilər. Faktiki istehsalda CNC pres əyləc maşını əsasən metal qutuların, qutu qabıqlarının, U formalı şüaların və düzbucaqlıların müxtəlif həndəsi formalarının əyilməsini həyata keçirmək üçün istifadə olunur. Onun emalının üstünlükləri yüksək əyilmə düzlüyünə, diş izlərinin olmaması, qabıqlanmanın olmaması, qırışların olmaması və s.
CNC əyilmə maşını istehsal texnologiyasının davamlı inkişafı ilə onun yüksək yerləşdirmə dəqiqliyi, rahatlıq, sıfır aktivlik pozğunluğu kompensasiyası və emal edilmiş məhsulların yaxşı ardıcıllığı kimi üstünlükləri təbəqə metal istehsal edən şirkətlərin əksəriyyəti tərəfindən getdikcə daha çox bəyənilir. Bununla belə, məhdud istəklərlə, əyilmə maşınının daha yaxşı istifadə edilməsi və onun funksiyalarına və üstünlüklərinə tam oyun vermək CNC pres əyləc əymə maşını istifadə edən istehsalçıların diqqət yetirdiyi və təcili olaraq həll etməli olduğu bir problemə çevrildi. Uzunmüddətli istehsal və istifadə prosesində Zhongrui, köməkçi alətlərin əlavə edilməsi, mövcud qəliblərin çevrilməsi və saytın çevik istifadəsi ilə əyilmə maşınının funksiyalarını və toplanmış təcrübəni effektiv şəkildə genişləndirdi. Bu məqalə nümunə olaraq Zhongrui-nin CNC pres əyləc maşını DA66T-ni götürür və istifadədəki bacarıqları ətraflı şəkildə təqdim edir.
Köməkçi alətlər əlavə edin
Pres əyləc dəzgahını çevik və istifadəsi asan etmək istəyirsinizsə, köməkçi alətlərin əlavə edilməsi vacibdir. Köməkçi alətlərin artırılması yalnız CNC əymə dəzgahının emal diapazonunu genişləndirməklə yanaşı, emal səmərəliliyini də artıra bilər.
1) Keçid lövhəsi (sürətli qəlib üçün orta lövhə)
Bükmə maşınının açılış hündürlüyü yuxarı və aşağı iş masaları arasındakı məsafəyə aiddir. CNC əyilmə maşını DA66T daha böyük açılış hündürlüyünə malik olduğundan, emal diapazonunu genişləndirmək üçün böyük bir açılışdan istifadə etməyi düşünün. Şəkil 1-də göstərildiyi kimi, orijinal keçid plitəsinə başqa bir keçid plitəsinin əlavə edilməsi hissənin yan əyilmə hündürlüyünü (85 mm-ə qədər) artıra bilər, beləliklə daha yüksək yan əyilmə kənarları ilə dərin emal həyata keçirilə bilər. Öz-özünə hazırlanmış keçid lövhəsi keçid lövhəsinin enini öz ümumi hissələrinizə uyğun olaraq fərdiləşdirə bilər və hər iki tərəfdən daha yüksək əyilmə kənarları olan kiçik enli hissələrin işlənməsi üçün ən uyğundur.

2) Ön panelin küncü
Şəkil 2-də göstərildiyi kimi, maşının ön hissəsi kiçik hissələri yerləşdirə və hissələrin götürülməsi üçün vaxtı azalda bilən künclə təchiz edilmişdir. Eyni zamanda, kiçik iş parçalarının işlənməsini və yığılmasını asanlaşdırmaq üçün kiçik bir iş masası quraşdırılmışdır.

Kalıbdan tam istifadə edin
CNC pres əyləc əymə maşınının istifadəsi əsasən yuxarı və aşağı qəliblərə əsaslanır. Kalıpların sayı azdırsa və tətbiqi çevik deyilsə, dəzgahın emal diapazonu çox məhdudlaşdırılacaq. Buna görə də, sabit şərtlər altında, optimallaşdırılmış birləşmə və qismən transformasiya yolu ilə mövcud kalıbın funksiyasını necə maksimuma çatdırmaq hər bir dəzgah istifadəçisinin düşünməli olduğu bir problemdir. Aşağıda CNC bükmə maşınının qəlibini dəyişdirməklə istifadə etdiyimiz genişləndirmə funksiyası verilmişdir.
1) Üst kalıp daşlama ucu R
Üst kalıp uzun müddət istifadə edildikdə, onun ucun aşınması qeyri-müntəzəm olaraq dəyişəcəkdir. Kalıbın hündürlüyü dəyişir və əyilmə dəqiqliyinə zəmanət vermək olmaz. Taşlama, R ucunu düzəltmək və daha böyük V formalı yivlə uyğunlaşdırmaqla qalın plitələr qatlana bilər. Bu, kalıbın xidmət müddətini uzadır.
2) Düzləşdirməyə nail olmaq üçün hurda qəliblərini dəyişdirin
Kompozit əyilmə kalıbı olmadıqda, ölü kənarın necə basılacağına dair formalaşdırma probleminin həlli bir nümunədir. Ölü kənar, iki təbəqənin bir-birinə üst-üstə düşdüyü əyilmiş bir formadır və adətən möhkəmləndirmə üçün istifadə olunur. Ümumiyyətlə, 2 mm-dən çox olan lövhənin mətbuatda ölü kənarları demək olar ki, yoxdur. Basın ölü kənar mürəkkəb əyilmə kalıp tərəfindən formalaşması lazımdır, və formalaşması üçün ikidən çox prosesə bölünməlidir.
Tez-tez istifadə olunan üsul Şəkil 3-də göstərildiyi kimi mürəkkəb əyilmə kalıbından istifadə etməkdir. Birinci mərhələdə material 30°-ə qədər qatlanır, ikinci addımda isə 30° əyilmə bucağı ön ucunda yerləşdirilir. mürəkkəb qəlib və material ölü kənara qatlanır. Amma bizdə kompozit əyilmə kalıbı yoxdur, yalnız 30° kəskin bucaqlı əyilmə kalıbı var. Kompozit əyilmə kalıbının ilk addımını mövcud qəliblə tamamlayın və ikinci addım yalnız başqa bir üsul tapa bilər. İkinci addımda həm yuxarı, həm də aşağı qəliblər düzdür. Təhlildən sonra, mövcud cüt v-groove alt kalıbın orta hissəsi təyyarə hissəsi kimi istifadə edilə bilər və üst qəlib bir təyyarə axtarır. Mövcud qırılmış üst qəlibi çıxarın və bıçağın kənarını düz bir üslubda doğrayın, beləliklə, ölü kənarın meydana gəlməsi problemini həll edin.

Bu dəyişdirilmiş qəliblər dəstindən istifadə edərək, düzəldilə bilər. Faktiki emalda dəzgah operatorları bəzən bərabər olmayan əyilmə kənarları və ya əyilmə ölçüləri də daxil olmaqla səhvlərə yol verirlər. Hissənin səth tələbləri yüksək olmadığı halda, hissəni qırmaq təəssüf doğurur, yalnız əyilmə kənarını düz döymək lazımdır. Nokaut çox zəhmətlidir, lakin yuxarıdakı qəlib birləşməsindən istifadə etməklə asanlıqla düzəldilə bilər. Parçalar asanlıqla yuxarı və aşağı qəliblərə əl ilə sıxıla bilər və sonra hissələr CNC bükmə maşını ilə düzəldilir.
Əməliyyat zamanı bacarıqlar
1) Bükülmə kalıplarının və emal materiallarının yerləşdirilməsi
Planı tərtib edərkən aşağıdakı amillər nəzərə alınmalıdır:
a. Eyni qalınlıqdakı materialları birlikdə düzün;
b. Eyni modelin qəliblərini birlikdə düzün;
c. Oxşar formalı qəliblər birlikdə düzülür.
Bu, kalıbın dəyişdirilməsi vaxtını və tezliyini azalda bilər.
2) Dar və kiçik hissələrin düzbucaqlı yerləşdirilməsi
Bükülmə hissəsi dar və uzun olduqda, onun yerini tapmaq asan deyil. Emal zamanı tez-tez olur ki, qərar sonrası yerləşdirmə və əyilmiş hissəni əymək asandır. Buna görə də, Şəkil 4-də istifadə olunan üsuldan istifadə edərək, düzgün bucağı təmin etmək üçün qəlib aşağı qəlibə yapışdırılır. Bu şəkildə əyildikdə, hissəni əymək asan deyil.

3) Üçbucaqlı hissələrin əyilməsi
Bükülmə hissələri əyildikdə, kəskin bucaqlı hissələrin arxa qaydaya yaxın olması asan deyil. Ümumiyyətlə, ən kiçik ölçü L ≤10 mm dərhal arxa qaydada olduqda, yerləşdirmə cihazı nəzərə alınmalıdır. Faktiki işdə dizayn və prosesə laqeyd yanaşmaq asandır və belə problemlər tez-tez baş verir. Emal zamanı hissənin ölçüsünə uyğun olaraq, bir parçanın əyilmə kalıbı ilə, qoşa parçanın isə dayaqla düzüldüyü müəyyən edilir.
4) nazik boşqab R əlavə edin
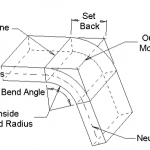
Müştərilərin müxtəlif ehtiyaclarına görə, əyilmə kənarında tələb olunan R dəyəri də fərqlidir. Emal prosesində, yüksək ölçülü dəqiqlik tələb etməyən hissələr üçün, əyildikdən sonra tələb olunan R dəyərini əldə etmək üçün R dəyərini artırmaq üçün arxa lövhədən istifadə edin. Dizayn tələblərinə uyğun olaraq, R boşqab qalınlığını seçmək və onu Şəkil 5-də göstərilən formaya bükmək üçün V və daxili R arasındakı əlaqəyə istinad edir. İstifadə edərkən yuxarı qəlibi sıxmaq üçün sıxacdan istifadə edin. Bu üsuldan istifadə etmək asandır və bir neçə təbəqədə istifadə edilə bilər.

5) Tək hissəli və çoxlu qəlib parametrləri
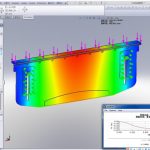
Zhongrui nümayiş olaraq 2 hidravlik silindrli DA66T CNC bükmə maşınından istifadə etdi. Şəkil 6-da göstərilən çox qəlib quruluşunu sınamışıq, yəni eyni modelin yuxarı və aşağı qəlibləri eyni vaxtda bölmələrə quraşdırılmışdır ki, bu da bütün hissənin bir neçə döngəsinin emalını başa çatdıra bilər, qəlibin quraşdırılması vaxtını azaldır. və hissələrin təkrar işlənməsi. Hal-hazırda bazarda bərabər hündürlükdə əyilən üst kalıp ortaya çıxdı. Üst qəlibin hündürlüyü hamısı vahiddir və eyni masada müxtəlif formalı qəliblərdən də istifadə etmək olar. Bu üsulla müxtəlif qəliblərin seqmentli əyilməsini həyata keçirmək mümkündür.

6) Tipik hissələrin proqram qeydləri
Tipik hissələr emal edildikdən sonra, emal parametrləri vaxtında qeyd edilməli və proqram əyilmə maşınının saxlama yerində hissənin rəsm nömrəsi ilə saxlanmalıdır ki, gələcəkdə təkrar istifadə olunsun, seriyanı çox azalda bilər. əyilmədən əvvəl hazırlıqlar. Siz həmçinin hissə adının, rəsm nömrəsinin, qrafikanın, materialın və əyilmə parametrlərinin xüsusi parametrlərini ehtiva edən bir cədvəl hazırlaya bilərsiniz. Masa polad plitələrə, alüminium lövhələrə və paslanmayan polad lövhələrə bölünür. Hər bir növ materialın qalınlığı ilə fərqlənir. Tipik hissələri tapmaq üçün lazım olan vaxt azalacaq. Əgər proses kartı ilə birləşdirilərsə, bu, çox tam emal təlimatıdır. Hətta az təcrübəsi olan yeni işçilər hissələri emal etmək üçün göstərişlərə əməl edə bilərlər.
7) Kalıbın uzunluğu bölmələrdə əyilmək üçün kifayət deyil
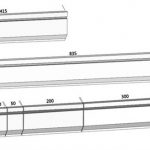
Sahədə emal zamanı tez-tez kalıbın uzunluğunun əyilmə kənarından daha kiçik olması baş verir. Sabit məmulatların istifadəsinə görə bir çox xüsusi qəliblər təyin olunduğundan, kalıbın uzunluğu əyilmə kənarından az olduqda seqmentli əyilmə üsulu tətbiq edilir. Kalıbın uzunluğunun əyilmə kənarına yaxın olduğu yerlərdə, kənarı əyilmə kənarına perpendikulyar olaraq yırtın və sonra əyilmə kənarını bölmələrdə lazımi ölçüyə qatlayın. Şəkil 7a əyilmiş hissənin sol yarısı, Şəkil 7b isə əyilmiş hissənin sağ yarısıdır.

8) Arxa ölçüdə dirəkdən istifadə edərək vəziyyətə gətirin
Bükülmüş hissənin ölçüsü böyük olduqda və yerləşdirmək üçün arxa ölçmə alətindən istifadə etdikdə, hissələr öz ağırlığına görə tez-tez batır, əllə tutulan hissə qısadır və iş parçasını operatora tutmaq asan deyil. Hissələrin səviyyəsini təmin etmək üçün arxa qaydada hissələri əl ilə düz vəziyyətdə saxlamaq üçün operator yerləşdirilməlidir. Buna görə də, belə hissələri emal edərkən, 2 operator təşkil edilməlidir. Əsərdə məlum olur ki, arxa ölçüölçəni müəyyən ölçüyə qədər endirmək olar və yerləşdirmə üçün arxa ölçüdə olan dirsəklərdən istifadə olunur, hissələri isə arxa ölçüdə üfüqi şəkildə yerləşdirilir. Bu, nəinki operatorların sayını azaldır, həm də emal dəqiqliyinə effektiv zəmanət verir.
9) Dərin qapalı formalı əyilmə
Faktiki emalda, dərin qapalı formalı əyilmə emalı çevik şəkildə istifadə edilə bilər. Qapalı tipli dərin əyilmə qəlibi olmadıqda, hissələri Şəkil 7-də göstərildiyi kimi əyərkən, Şəkil 8-də göstərilən sıxma vəziyyəti qəbul edilir. Keçid lövhəsini ayırın, məsafə hissənin enindən bir qədər böyükdür və ölçüsü əsaslı şəkildə ayrılır və bir anda iki hissə əyilə bilər.

Yuxarıda təqdim olunan emal üsulları və texnikaları məhsullarda çoxlu sayda oxşar hissələrin emal problemlərini həll edə bilər və çox çeşidli, kiçik partiyalar və qısa istehsal dövrləri olan məhsulların inkişafı üçün çox uyğundur. Bu üsullar vasitəsi ilə nəinki alətlər üzrə məsrəflərə qənaət etmək, həm də istehsal və emal dövrünü qısaltmaq, istehsalın maya dəyərini azaltmaq və məhsulun keyfiyyətini yaxşılaşdırmaq olar. Bu emal üsulları və istifadə bacarıqları oxşar strukturlara malik CNC pres əyləc əymə maşınlarında da tətbiq oluna və təbliğ edilə bilər.
Əlaqədar məhsullar
 Hidravlik pres əyləc maşınının tonunu necə seçmək olar
Hidravlik pres əyləc maşınının tonunu necə seçmək olar- WILA Bükülən Orta və Qalın Plitələrin Effektiv Həlli
- Pres Əyləc Bükmə Maşının Uyğun Kalıbını Necə Seçmək olar
- Adi Bükülmə Ardıcıllığı və Bükmə Maşın Kalıbının Gündəlik İstifadəsi Spesifikasiyası
- Nə üçün Pres Əyləc Bükmə Maşına Kompensasiya Sistemi əlavə edin
- CNC Pres Əyləc Bükmə Maşının İş Prinsipi və Tərkibi
- Çin Pres Əyləc Bükmə Maşın Kalıbı
- Press əyləciniz üçün əyilmə ehtiyatını necə hesablamaq olar
- Press Brake Crowning nədir
- Metal Əyləc Maşının 2021 Ən Yaxşı Bələdçisi