Son illərdə metal əyləc əymə maşınları müxtəlif sənaye sahələrində geniş istifadə olunur və əyilmə maşınlarının emal diapazonu genişlənir. Bununla belə, əyilmə gücünün hesablanması ilə bağlı sistemli müzakirə aparılmamışdır. Hal-hazırda, müxtəlif pres əyləc əymə maşını istehsalçılarının təlimatlarında tövsiyə olunan təxminən iki növ əyilmə qüvvəsinin hesablanması düsturları var.
![]()
P - əyilmə qüvvəsi, KN;
S - təbəqə qalınlığı, mm;
l - təbəqənin əyilmə uzunluğu, m;
V - alt kalıp açılışının eni, mm;
σb - Materialın dartılma gücü, MPa.
İstehsalçı tərəfindən tövsiyə olunan əyilmə gücü parametrləri cədvəli də yuxarıdakı düstura görə hesablanır.
Bükülmə qüvvəsinin hesablanması düsturunun törəmə prosesi və tətbiq sahəsi
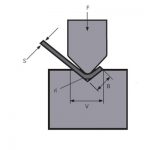
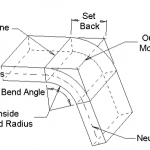
Şəkil 1 təbəqənin əyilməsi zamanı işin sxematik diaqramıdır. Aşağıda əyilmə gücünün hesablanması düsturunun törəmə prosesi və iki əlavə parametr şəraiti təsvir edilmişdir. Birincisi, məhsul təlimatında belə tövsiyələr var. Sərbəst əyilmədə, seçilmiş aşağı kalıp açılış eni V təbəqənin qalınlığından 8-10 dəfə S-dir. Burada aspekt nisbətini götürürük.

Şəkil 1 Bükülmənin sxematik diaqramı
P - əyilmə qüvvəsi
S - təbəqə qalınlığı
V - aşağı kalıp açılış eni
r - təbəqə əyildikdə daxili radius
K - əyilmə deformasiya zonasının üfüqi proyeksiyasının eni![]() =9
=9
İkincisi, istehsalçı əyilmə qüvvəsi parametrləri cədvəlində əyilmə iş parçasının eni V və daxili diametri r-nin müvafiq dəyərlərini sadalayır. Ümumiyyətlə r=(0,16~0,17)V. Burada diametr-eni nisbəti ![]() =0.16.
=0.16.
Sac metalın əyilmə prosesi zamanı deformasiya zonasındakı material yüksək plastik deformasiya vəziyyətindədir və mərkəz xətti ətrafında bir bucaq altında əyilir. Bükülmə zonasının xarici səthində bəzi hallarda mikro çatlar görünə bilər. Deformasiya zonasının en kəsiyində, mərkəzi təbəqənin yaxınlığından başqa, digər nöqtələrdəki gərginliklər materialın dartılma gücünə yaxındır. Neytral təbəqənin yuxarı hissəsi sıxılır və aşağı hissəsi gərgindir. Şəkil 2 deformasiya zonasında en kəsiyi və müvafiq gərginlik diaqramını göstərir.

Şəkil 2 Stress diaqramı
S - təbəqə qalınlığı
l - təbəqənin əyilmə uzunluğu
Deformasiya zonasının en kəsiyində əyilmə anı:

Deformasiya zonasında maşının əyilmə qüvvəsi ilə yaranan əyilmə anı (bax Şəkil 1):
![]()
From![]()
![]()
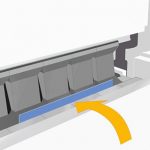
Bükülmə maşınında sərbəst əyilmə üçün ümumi təyinatlı qəliblərdən istifadə edərkən, təbəqə metalın çox hissəsi 90 ° bükülür. Şəkil 3-də göstərildiyi kimi. K:
![]()
(1) tənliyində K-ni əvəz edərək əldə edirik:

Adi materialların dartılma gücü σb=450N/mm2, düstur (2) ilə əvəz olunur:
![]()
Törəmə prosesindən görünə bilər ki, əyilmə qüvvəsini hesablamaq üçün tənlik (2) və ya (3) tənliyindən istifadə edildikdə, iki əlavə
yuxarıda qeyd olunan parametr şərtlərinə əməl edilməlidir. Yəni aspekt nisbəti![]() =9, diametrin eninə nisbəti
=9, diametrin eninə nisbəti![]() =0.16, əks halda böyük xətaya səbəb olacaq.
=0.16, əks halda böyük xətaya səbəb olacaq.

Şəkil 3 Sərbəst əyilmə
S - təbəqə qalınlığı
r - təbəqə əyildikdə daxili radius
K - əyilmə deformasiya zonasının üfüqi proyeksiyasının eni
Bükülmə gücünün hesablanması üçün yeni üsullar və addımlar
Dizayn və ya proses tələblərinə görə yuxarıda göstərilən iki əlavə tələbi eyni vaxtda yerinə yetirmək bəzən çətin olur. Bu zaman tövsiyə olunan hesablama düsturu əyilmə gücünü hesablamaq üçün istifadə edilməməlidir, lakin aşağıdakı addımlara uyğun olaraq həyata keçirilməlidir.
(1) Lövhənin qalınlığına S, əyilmə radiusu r və aşağı kalıp açılışına V uyğun olaraq, enin qalınlığa nisbəti və diametrin eninə nisbəti müvafiq olaraq hesablanır.
(2) Vərəqin deformasiyasına uyğun olaraq deformasiya zonasının proyeksiya enini hesablayın.
(3) Bükülmə qüvvəsini hesablamaq üçün (1) düsturunu tətbiq edin.
Hesablama prosesində əyilmə radiusunun fərqi və müvafiq deformasiya zonasının dəyişməsi nəzərə alınmışdır. Bundan hesablanan əyilmə qüvvəsi adətən tövsiyə olunan düsturla hesablanmış nəticədən daha dəqiq və etibarlıdır. İndi Şəkil 4-də göstərildiyi kimi təsvir etmək üçün bir nümunə verin.

Şəkil 4 Yeni hesablama üsulu
Məlumdur: Vərəqin qalınlığı S=6mm, təbəqənin uzunluğu l=4m, əyilmə radiusu r=16mm, aşağı kalıp açılışının eni V=50mm və materialın dartılma gücü σb=450N/mm2. Sərbəst əyilmə üçün lazım olan əyilmə qüvvəsini tapın.
Əvvəlcə aspekt nisbətini və diametr-en nisbətini tapın:
![]()
İkincisi, deformasiya zonasının proyeksiya genişliyini hesablayın:

Nəhayət, əyilmə qüvvəsini tapmaq üçün (1) tənliyindən istifadə edin:
![]()
Bükülmə gücünü hesablamaq üçün adi tövsiyə olunan düsturdan istifadə edilərsə:
![]()
From ![]() = 1,5, ikisi arasındakı fərqin 1,5 dəfə olduğunu görmək olar. Bu xətanın səbəbi, bu nümunədəki əyilmə radiusunun nisbətən böyük olması və müvafiq deformasiya sahəsinin artmasıdır, buna görə də əyilmə zamanı daha böyük əyilmə qüvvəsi tələb olunur. Bu nümunədə diametr-en nisbəti = 0,32, yuxarıda təqdim olunan parametrlərin əlavə şərtlərini aşdı. Bükülmə gücünü hesablamaq üçün adətən tövsiyə olunan düsturdan istifadə etmək açıq-aydın yersizdir. Yeni hesablama metodunun üstünlüklərini bu nümunədən görə bilərsiniz.
= 1,5, ikisi arasındakı fərqin 1,5 dəfə olduğunu görmək olar. Bu xətanın səbəbi, bu nümunədəki əyilmə radiusunun nisbətən böyük olması və müvafiq deformasiya sahəsinin artmasıdır, buna görə də əyilmə zamanı daha böyük əyilmə qüvvəsi tələb olunur. Bu nümunədə diametr-en nisbəti = 0,32, yuxarıda təqdim olunan parametrlərin əlavə şərtlərini aşdı. Bükülmə gücünü hesablamaq üçün adətən tövsiyə olunan düsturdan istifadə etmək açıq-aydın yersizdir. Yeni hesablama metodunun üstünlüklərini bu nümunədən görə bilərsiniz.
Nəticə
Burada təqdim olunan əyilmə gücünün hesablanması üçün addımlar və düsturlar yalnız təbəqə metalın bucaq əyilməsinə deyil, həm də qövsün əyilməsinə də aiddir (doğru desək, onu həddindən artıq böyük əyilmə radiusu ilə bucaq əyilməsi adlandırmaq lazımdır). Qeyd etmək lazımdır ki, təbəqə qövs formasına əyildikdə qəlibin forması xüsusi olur. Deformasiya zonasının proyeksiyasını hesablayarkən, sadə düsturla ifadə edilə bilməyən texnoloji prosesdə müəyyən edilmiş texnoloji parametrlərə görə hesablanmalıdır.
Qövs formalı kalıbı layihələndirərkən, əyilmə gücünü hesablamaq üçün bu məqalədə təqdim olunan üsuldan istifadə edərək qənaətbəxş nəticələr əldə etmək olar.
Əlaqədar məhsullar
 Pres Əyləc Bükmə Maşının Uyğun Kalıbını Necə Seçmək olar
Pres Əyləc Bükmə Maşının Uyğun Kalıbını Necə Seçmək olar- Hidravlik pres əyləc maşınının tonunu necə seçmək olar
- Nə üçün Pres Əyləc Bükmə Maşına Kompensasiya Sistemi əlavə edin
- WILA Bükülən Orta və Qalın Plitələrin Effektiv Həlli
- CNC Bükmə Maşının Bacarıqlarından istifadə edin
- Fiber lazerlərin aparıcı sənayelərdə gələcək keçiriciliyi üçün üstünlükləri
- Adi Bükülmə Ardıcıllığı və Bükmə Maşın Kalıbının Gündəlik İstifadəsi Spesifikasiyası
- Kanton Sərgisi
- Press Brake Crowning nədir
- Press əyləciniz üçün əyilmə ehtiyatını necə hesablamaq olar