Hidravlik əyilmə maşınları/hidravlik pres əyləci sinxronizasiya üsuluna görə bölünə bilər: hidravlik Sinxron tork əymə maşını, CNC pres əyləci və elektro-hidravlik cnc pres əyləci Və aşağıdakı hərəkət növlərinə bölünə bilər: yuxarıya doğru, aşağıya doğru hərəkət edən .
Pres əyləcinin əyilməsi lazım olan istənilən nəticəni əldə etmək üçün müxtəlif yanaşma üsullarını tələb edir. Külək qülləsinin dirəklərinin formalaşdırılmasından tutmuş mürəkkəb elektrik şkafının komponentlərinə qədər pres əyləcləri istehsalçı üçün həyati bir vasitədir və bütün əyilmələrin eyni olmadığını bilmək onların uğurlu işləməsinin açarıdır. Prosesi, alətləri və materialı başa düşmək (çünki bükülən bütün metallar hər bir əyilmə prosesinə fərqli reaksiya verəcək) dəqiq hissələri tez və təkrar əldə etmək üçün çox vacibdir.
hidravlik Sinxron fırlanma anı əymə maşını / hidravlik Sinxron tork pres əyləci

İkiqat silindrlər sürüşmənin yuxarı və aşağı hərəkətini idarə edir
Mexanik fırlanma anı sinxronizasiyası
CNC pres əyləci və elektro-hidravlik pres əyləci


CNC Pres Əyləcləri: bu növ əyləclər dəqiqliyə nəzarət etmək və səmərəliliyi artırmaq üçün kompüter texnologiyasından istifadə edərək ən yüksək dəqiqlik və fərdiləşdirmə qabiliyyətlərinə malikdir. CNC əyləc preslərindən istifadə edərkən əyilmə bucağı, boşqab qalınlığı, en və sinif kimi məlumatlar təlim keçmiş operator tərəfindən nəzarətçiyə daxil edilir və əyləc qalanları asanlıqla idarə edir.
Pres əyləc tonajını necə hesablamaq olar

Bükülmə prosesi zamanı yuxarı və aşağı kalıplar arasındakı qüvvə materiala tətbiq edilir və materialın plastik deformasiyaya uğramasına səbəb olur. İşçi tonajı səs qatlandıqda şişirdilmiş təzyiqə aiddir. İşçi tonajını təyin etmək üçün təsir edən amillər bunlardır: əyilmə radiusu, əyilmə üsulu, kalıp nisbəti, dirsək uzunluğu, əyilmə materialının qalınlığı və gücü və s.
Pres əyləcini formalaşdıran tonajların hesablanması nisbətən asandır. Hiylə onları harada, nə vaxt və necə tətbiq edəcəyini bilməkdir. Materialda məhsuldarlığın pozulduğu və faktiki əyilmənin başladığı nöqtəyə əsaslanan tonajın hesablanması ilə başlayaq. Formula 60.000 PSI dartılma gücünə malik AISI 1035 soyuq haddelenmiş polad əsasında hazırlanmışdır. Bu, bizim əsas materialımızdır. Əsas formula aşağıdakı kimidir:

P: əyilmə qüvvəsi (kn)
S:plitənin qalınlığı (mm)
L:plitənin eni (m)
V: alt kalıp yuvasının eni (mm)

Misal 1:
S=4mm L=1000mm V=32mm, cədvələ baxın və P=330kN alın
2. Bu cədvəl möhkəmliyi Оb=450N/mm2 olan materiallar əsasında hesablanmışdır. Digər müxtəlif materialları əyərkən, əyilmə təzyiqi cədvəldəki məlumatların və aşağıdakı əmsalların məhsuludur;
Bürünc (yumşaq): 0,5; paslanmayan polad: 1,5; alüminium (yumşaq): 0,5; xrom molibden polad: 2.0.
Bükülmə təzyiqi üçün təxmini hesablama düsturu: P=650s2L/1000v
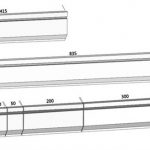
Ən kiçik döngənin ölçüsü:
A. Təkcə qatlama/əyilmə:


B. Bükülmə / bükülmə Z


Misal 2:
Lövhənin qalınlığı S=4mm, eni L=3m, ob=450N/mm2
Ümumiyyətlə yuva eni V=S*8 Buna görə də P=650423/4*8=975(KN)= 99,5 (Ton)
Nəticə əyilmə gücü cədvəlindəki məlumatlara çox yaxındır.
Gördüyünüz kimi, pres əyləcinin tonajını hesablamaq üçün №1 üsul yumşaq polad materiala əsaslanır.
Material paslanmayan polad, alüminium və ya misdirsə nə etməli?
Bu sadədir, yuxarıdakı düsturla hesablanmış nəticələri aşağıdakı cədvəldəki əmsallara vurun:
| Material | Əmsallar |
| Yüngül polad | 1 |
| Paslanmaz polad | 1.6 |
| Alüminium | 0.65 |
| Pirinç | 0.5 |
Əlaqədar məhsullar
 Çin Pres Əyləc Bükmə Maşın Kalıbı
Çin Pres Əyləc Bükmə Maşın Kalıbı- Nə üçün Pres Əyləc Bükmə Maşına Kompensasiya Sistemi əlavə edin
- Pres Əyləc Bükmə Maşınlarının Ümumi Mexaniki Xətaları və Baxımı
- Pres Əyləc Bükmə Maşının Uyğun Kalıbını Necə Seçmək olar
- CNC Pres Əyləc Bükmə Maşının İş Prinsipi və Tərkibi
- Metal Əyləc Maşının 2021 Ən Yaxşı Bələdçisi
- CNC Levha Bükücü E21 Sistemini bilmək üçün 4 addım
- Çin 40 Tonluq Pres Əyləci
- Pres əyləc kalıpları nədən hazırlanır? Press əyləc aləti nədir?
- 100t Dörd Sütunlu Hidravlik Presin Ümumi Arızaları və Problemlərin Təmiri Metodları