Pres əyləc kalıpları nədir?
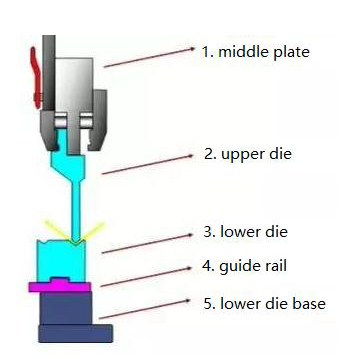
Pres əyləc kalıpları bir təbəqə metal yaratmaq üçün pres əyləci tərəfindən istifadə olunan bir alətdir. Bu alət müxtəlif hissələrdən ibarətdir və fərqli alətlər müxtəlif hissələrdən ibarətdir.
Əsasən formalaşmış materialın fiziki vəziyyətini dəyişdirərək hissələrin formasının işlənməsini həyata keçirir. pres əyləc maşınının sıxılması ilə müəyyən forma və ölçüdə bir hissəyə blank hazırlamaq üçün alətdir.
Tez-tez istifadə olunan əyləc presləri
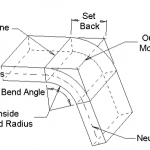
Ümumiyyətlə, flanşlı kənarın hündürlüyü L≥3t (t=plitənin qalınlığı). Flanşlı kənarın hündürlüyü çox kiçik olarsa, hətta əyilmə kalıbından istifadə formalaşdırılması üçün əlverişli deyil.
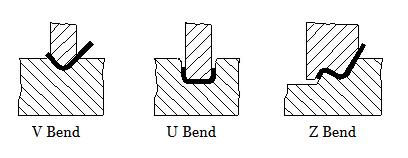
Pres əyləc kalıplarının təsnifatı
| Zərbə növü | Əsas tətbiq |
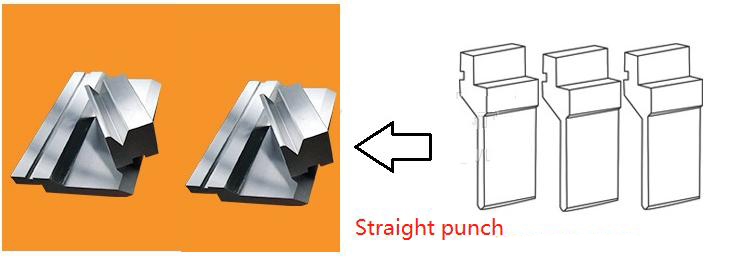
| Düz yumruq | Hazırlanmış bucaqlar ≥90° |
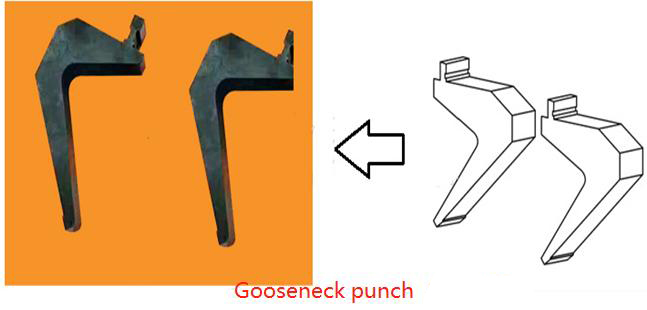
| Qaz boynu zərbəsi | Hazırlanmış bucaqlar ≥90° |
| Kəskin zərbə | Hazırlanmış bucaqlar≥30° |
Öl
| Zərbə növü | Əsas Tətbiq |
| V ölüm oxu | 1.V bucağı = 88(ref), bucaqları ≥ 90° əymək qabiliyyətinə malik olduqda |
| İkiqat V ölü | 2. V bucağı = 30° (ref), bucaqları ≥ 30° əymək qabiliyyətinə malik olduğu halda |
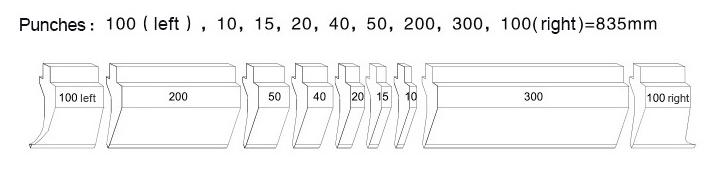
Əyləc seqmentinin kalıbını basın
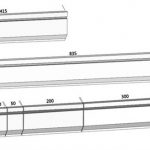
Ümumiyyətlə, əyləc zımbası və kalıp dəstinin standart uzunluğu 835 mm-dir. İş parçasını müxtəlif uzunluqda əymək üçün zımba və matkal aşağıdakı ölçülərə bölünür:
10+15+20+40+50+100+100+200+300=835

Pres Əyləc Kalıpları Materialları
Ümumiyyətlə, T8 polad, T10 polad, 42CrMo və Cr12MoV.Cr12MoV daxil olmaqla pres əyləcinin materialları da yaxşı materialdır. İstifadə olunan performans, prosesdən razı ola bilər
performans da yaxşıdır, lakin qiymət yüksək olacaq.
42CrMo yüksək möhkəmliyə və güclü möhkəmliyə malik yüksək güclü ərintisi söndürülmüş və temperlənmiş poladdır. -500°C temperaturda işləyə bilər.
Pres əyləc parametrlərini necə seçmək olar Pres əyləc kalıbının hündürlüyü düsturu
- Stroke (mm)=gün işığı - orta lövhə hündürlüyü - yuxarı kalıp hündürlüyü - aşağı kalıp hündürlüyü (aşağı kalıp hündürlüyü - 0,5V+t)
t = boşqab qalınlığı ( mm )
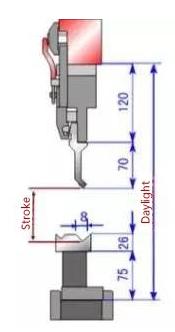
Verildi: gün işığı 370 mm, maksimum vuruş 100 mm
Çatışma: vuruş = 370-120-70-75-(26-0.5*8+t)= (83-t)mm
Qeyd: 0.5V < maksimum vuruş
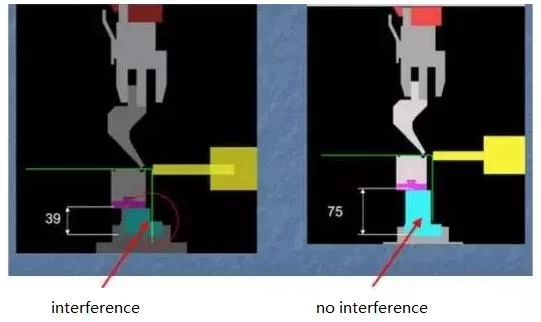
Diqqət yetirin ki, alt kalıp bazası da müxtəlif istehsal məqsədləri üçün istifadə olunan bir çox fərqli yüksəkliyə malikdir. Buna görə də aşağı dibli baza seçərkən bunu unutmayın.
Aşağı kalıp növü
Ümumiyyətlə, aşağı matkal tək V tipli və ikiqat V tiplidir, bunlar arasında o, ayrılmış kalıpa və tam uzunluğa bölünür. Fərqli kalıp fərqli bir istehsal məqsədinə tətbiq olunur
Bununla belə, tək V kalıp ikiqat V kalıpdan daha geniş tətbiq sahəsinə malikdir, separatedi isə tam uzunluqlu kalıpdan daha geniş istifadə olunur.
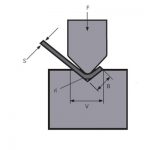
Aşağı kalıp v eni, V yiv bucağı
V yiv seçimi və boşqab qalınlığı (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6×T | 8×T | 10×T | 12×T |
Aşağı kalıbın V bucağı yuxarı matris bucağı ilə eynidir.
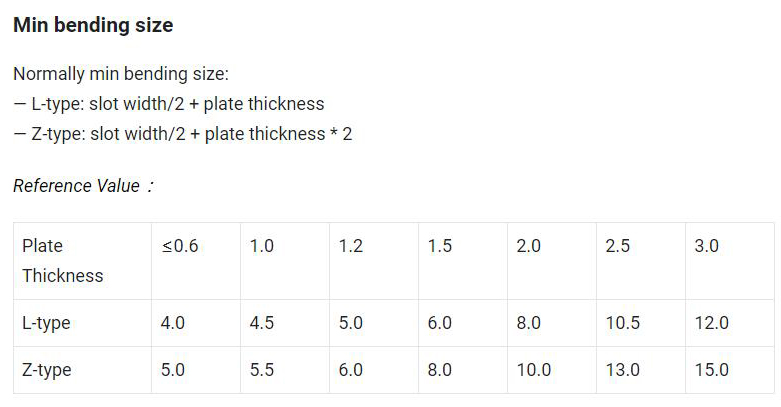
| Plitənin qalınlığı | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Kalıbın eni | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Bəzi xüsusi hallarda bükülmə məqsədi ilə kiçik v kalıp seçmək üçün hər bir zımbanın yayılması 0,2 mm artmalıdır.
Daha ətraflı məlumat üçün bizimlə əlaqə saxlayın, biz sizə tam həll təqdim edəcəyik.
Əlaqədar məhsullar
 Press əyləciniz üçün əyilmə ehtiyatını necə hesablamaq olar
Press əyləciniz üçün əyilmə ehtiyatını necə hesablamaq olar- Nə üçün Pres Əyləc Bükmə Maşına Kompensasiya Sistemi əlavə edin
- WILA Bükülən Orta və Qalın Plitələrin Effektiv Həlli
- Pres Əyləc Bükmə Maşının Uyğun Kalıbını Necə Seçmək olar
- Hidravlik pres əyləc maşınının tonunu necə seçmək olar
- Press Brake Crowning nədir
- Pres Əyləc Bükmə Maşınlarının Ümumi Mexaniki Xətaları və Baxımı
- Hidravlik pres əyləcinin neçə növü var
- Çin 40 Tonluq Pres Əyləci
- Çin Pres Əyləc Bükmə Maşın Kalıbı